

- 西門子6DD
- 西門子SIMATIC TDC
- 西門子伺服備件
- 西門子變頻器
- 西門子電源
- 西門子交換機(jī)
- 西門子電機(jī)
- 西門子PLC
- 西門子儀器儀表
- 西門子冷卻風(fēng)機(jī)
- 西門子停產(chǎn)備件
- 西門子低壓軟啟3RW40
- MDEXX(美德克斯)
- 西門子羅賓康變頻器
- 變頻器配件
- 西門子6GT識(shí)別系統(tǒng)
- 奧鋼聯(lián)冶金備件
- 西門子PCS7過程控制系統(tǒng)
- 伺服數(shù)控型S7-300
- 德國AK產(chǎn)品
- 德國TWK
- 德國派克PARKER
- 海德漢
- 西門子S7-200 SMART
- 利德華福變頻器功率單元
- 西門子硬件狗
- 西門子保護(hù)

- 電話: 010-64734946 64734947 64738638
- 傳真: 010-64738090
當(dāng)前位置:首頁 >> 行業(yè)資訊
西門子SIWAREX在粉刷石膏砂漿配料系統(tǒng)中的應(yīng)用
信息來源: 發(fā)布時(shí)間:2012-02-20 09:57:28 點(diǎn)擊次數(shù):0
1 SIWAREX系統(tǒng)在粉刷石膏生產(chǎn)中的應(yīng)用
稱量和按比例定量控制是先進(jìn)工業(yè)過程控制的關(guān)鍵技術(shù),在眾多的工業(yè)過程控制中稱量技術(shù)扮演了重要的角色。通過直接集成在SIMATIC自動(dòng)化系統(tǒng)的電子稱量系統(tǒng),SIEMENS在集中式和分布式控制系統(tǒng)中提供了統(tǒng)一的稱量解決方案。
SIWAREX稱量模塊既可以作為中央模塊應(yīng)用于SIEMENS可編程控制器SIMATIC S5或S7,也可以作為分布式輸入、輸出模塊應(yīng)用于SIMATIC S5、S7、M7或C7:通過使用標(biāo)準(zhǔn)硬件組態(tài)SIMATIC components和標(biāo)準(zhǔn)編程軟件STEP7,可以極大地減少工程和培訓(xùn)的費(fèi)用。另外,通過使用SIWATOOL參數(shù)化軟件,用計(jì)算機(jī)RS 232C接口直接與稱量模塊相連,使用戶可以在沒有任何STEP 7編程基礎(chǔ)的情況下,通過輸入窗口方便地修改所有的可調(diào)節(jié)參數(shù)。
1.1 SIWAREX U和SIWATOOL的功能
SIWAREX系列中最通用的模塊S1wAREX U,在粉刷石膏生產(chǎn)線中的主要功能是:執(zhí)行處理生產(chǎn)線所有生產(chǎn)過程中的稱量任務(wù),信號(hào)數(shù)字過濾,超限檢測(cè),短路和防過載保護(hù),斷線檢測(cè)等。SIWAREX U有單通道和雙通道2種類型模塊,測(cè)量精度為0.05%,具有65 535分度分辨率。SIWATOOL是可以在Windows和STEP 7下運(yùn)行的,對(duì)SIWAREX U進(jìn)行錯(cuò)誤診斷和參數(shù)設(shè)置的應(yīng)用軟件,它允許同時(shí)處理多塊離線稱量模塊和1塊在線模塊。用計(jì)算機(jī)RS232C接口直接與稱量模塊相連,我們可以方便地進(jìn)行粉刷石膏生產(chǎn)過程的物理量標(biāo)定、上下限設(shè)定、數(shù)字過濾器選擇、零點(diǎn)設(shè)置和參數(shù)顯示等操作。
1.2 應(yīng)用于粉刷石膏砂漿配料系統(tǒng)控制的實(shí)例
在南京一夫建材實(shí)業(yè)有限公司新建的墻體粉刷石膏砂漿生產(chǎn)線工程的配料系統(tǒng),根據(jù)設(shè)計(jì)選用西門子SIWAREX稱量系統(tǒng)。粉刷石膏砂漿是一種抹灰飾面材料,它是由天然石膏通過特殊工藝處理,成為半水型石膏α-CaSO ·1/2HzO。
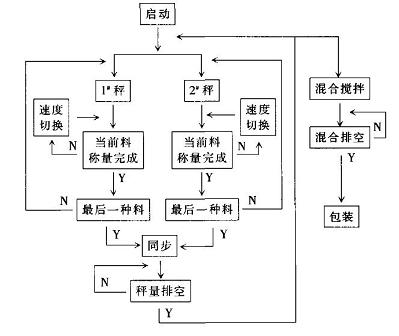
粉刷石膏砂漿以α-CaSO4 ·1/2H2O為基料,摻入與之相適應(yīng)的填料、高性能外加劑及一定級(jí)配的建筑用砂,上述原料分別按產(chǎn)品要求,在SIWAREX稱量系統(tǒng)控制下配制而成。生產(chǎn)線的配料系統(tǒng)主要由大、小2臺(tái)秤組成,大秤稱量石膏粉、沙子2種主料,小秤分別稱量3種輔料添加劑。所有生產(chǎn)用原料通過5臺(tái)變頻控制的螺旋絞刀幫助下,按照工藝配方要求先后加入到2臺(tái)秤中。稱量完成后,2臺(tái)秤中的5種原料全部投入到混合機(jī)中進(jìn)行攪拌后,即成成品。接著開始下一次配料工作循環(huán)。
該系統(tǒng)的PLC選用西門子的S7—300,電源模塊為PS3075A,CPU模塊為6ES7314,數(shù)字量輸入模塊為6ES7 321、數(shù)字量輸出模塊為6ES7322、稱量模塊為SIWAREX U;傳感器選用應(yīng)變片式,變頻器為Schneider的ATV一28HU72N4;人機(jī)界面HMI選用DIGITAL的Pro-faceGP系列觸摸屏。
控制系統(tǒng)分手動(dòng)和自動(dòng)2種操作方式。在手動(dòng)方式操作下,主要完成粉刷石膏砂漿生產(chǎn)線的單機(jī)調(diào)試、故障維修、稱量模塊的標(biāo)定等功能。在自動(dòng)方式下,上位機(jī)HMI實(shí)現(xiàn)粉刷石膏砂漿配方的設(shè)定、原料稱量瞬時(shí)值和累計(jì)報(bào)表動(dòng)態(tài)顯示、生產(chǎn)線故障報(bào)警等功能。下位機(jī)PLC執(zhí)行粉刷石膏砂漿生產(chǎn)工藝配方值的工程轉(zhuǎn)換和精確實(shí)現(xiàn)每道工序的生產(chǎn)要求;變頻器高、中、低速切換,去皮和零位追蹤,超差處理,故障診斷等功能。同時(shí),由于在程序中加入了對(duì)生產(chǎn)狀況的預(yù)測(cè)控制和累計(jì)誤差補(bǔ)償?shù)人惴ǎ沟梅鬯⑹嗌皾{的生產(chǎn)控制精度和穩(wěn)定性大大提高。SIWAREX系統(tǒng)在粉刷石膏砂漿生產(chǎn)中的工藝控制過程如圖1所示。
結(jié)語: 粉刷石膏砂漿配料系統(tǒng)選用西門子S7—300系列PLC與電子稱量系統(tǒng)SIWAREX以及DIGITAL觸摸屏,生產(chǎn)中操作方便、精度高、安全可靠、生產(chǎn)效率高。另外,由于具有良好的人機(jī)交互界面,使得操作工幾乎不用培訓(xùn)即可勝任生產(chǎn)崗位,大大減少了企業(yè)的人員培訓(xùn)時(shí)間和費(fèi)用。運(yùn)行半年來,取得了令人滿意的效果。
稱量和按比例定量控制是先進(jìn)工業(yè)過程控制的關(guān)鍵技術(shù),在眾多的工業(yè)過程控制中稱量技術(shù)扮演了重要的角色。通過直接集成在SIMATIC自動(dòng)化系統(tǒng)的電子稱量系統(tǒng),SIEMENS在集中式和分布式控制系統(tǒng)中提供了統(tǒng)一的稱量解決方案。
SIWAREX稱量模塊既可以作為中央模塊應(yīng)用于SIEMENS可編程控制器SIMATIC S5或S7,也可以作為分布式輸入、輸出模塊應(yīng)用于SIMATIC S5、S7、M7或C7:通過使用標(biāo)準(zhǔn)硬件組態(tài)SIMATIC components和標(biāo)準(zhǔn)編程軟件STEP7,可以極大地減少工程和培訓(xùn)的費(fèi)用。另外,通過使用SIWATOOL參數(shù)化軟件,用計(jì)算機(jī)RS 232C接口直接與稱量模塊相連,使用戶可以在沒有任何STEP 7編程基礎(chǔ)的情況下,通過輸入窗口方便地修改所有的可調(diào)節(jié)參數(shù)。
1.1 SIWAREX U和SIWATOOL的功能
SIWAREX系列中最通用的模塊S1wAREX U,在粉刷石膏生產(chǎn)線中的主要功能是:執(zhí)行處理生產(chǎn)線所有生產(chǎn)過程中的稱量任務(wù),信號(hào)數(shù)字過濾,超限檢測(cè),短路和防過載保護(hù),斷線檢測(cè)等。SIWAREX U有單通道和雙通道2種類型模塊,測(cè)量精度為0.05%,具有65 535分度分辨率。SIWATOOL是可以在Windows和STEP 7下運(yùn)行的,對(duì)SIWAREX U進(jìn)行錯(cuò)誤診斷和參數(shù)設(shè)置的應(yīng)用軟件,它允許同時(shí)處理多塊離線稱量模塊和1塊在線模塊。用計(jì)算機(jī)RS232C接口直接與稱量模塊相連,我們可以方便地進(jìn)行粉刷石膏生產(chǎn)過程的物理量標(biāo)定、上下限設(shè)定、數(shù)字過濾器選擇、零點(diǎn)設(shè)置和參數(shù)顯示等操作。
1.2 應(yīng)用于粉刷石膏砂漿配料系統(tǒng)控制的實(shí)例
在南京一夫建材實(shí)業(yè)有限公司新建的墻體粉刷石膏砂漿生產(chǎn)線工程的配料系統(tǒng),根據(jù)設(shè)計(jì)選用西門子SIWAREX稱量系統(tǒng)。粉刷石膏砂漿是一種抹灰飾面材料,它是由天然石膏通過特殊工藝處理,成為半水型石膏α-CaSO ·1/2HzO。
粉刷石膏砂漿以α-CaSO4 ·1/2H2O為基料,摻入與之相適應(yīng)的填料、高性能外加劑及一定級(jí)配的建筑用砂,上述原料分別按產(chǎn)品要求,在SIWAREX稱量系統(tǒng)控制下配制而成。生產(chǎn)線的配料系統(tǒng)主要由大、小2臺(tái)秤組成,大秤稱量石膏粉、沙子2種主料,小秤分別稱量3種輔料添加劑。所有生產(chǎn)用原料通過5臺(tái)變頻控制的螺旋絞刀幫助下,按照工藝配方要求先后加入到2臺(tái)秤中。稱量完成后,2臺(tái)秤中的5種原料全部投入到混合機(jī)中進(jìn)行攪拌后,即成成品。接著開始下一次配料工作循環(huán)。
該系統(tǒng)的PLC選用西門子的S7—300,電源模塊為PS3075A,CPU模塊為6ES7314,數(shù)字量輸入模塊為6ES7 321、數(shù)字量輸出模塊為6ES7322、稱量模塊為SIWAREX U;傳感器選用應(yīng)變片式,變頻器為Schneider的ATV一28HU72N4;人機(jī)界面HMI選用DIGITAL的Pro-faceGP系列觸摸屏。
控制系統(tǒng)分手動(dòng)和自動(dòng)2種操作方式。在手動(dòng)方式操作下,主要完成粉刷石膏砂漿生產(chǎn)線的單機(jī)調(diào)試、故障維修、稱量模塊的標(biāo)定等功能。在自動(dòng)方式下,上位機(jī)HMI實(shí)現(xiàn)粉刷石膏砂漿配方的設(shè)定、原料稱量瞬時(shí)值和累計(jì)報(bào)表動(dòng)態(tài)顯示、生產(chǎn)線故障報(bào)警等功能。下位機(jī)PLC執(zhí)行粉刷石膏砂漿生產(chǎn)工藝配方值的工程轉(zhuǎn)換和精確實(shí)現(xiàn)每道工序的生產(chǎn)要求;變頻器高、中、低速切換,去皮和零位追蹤,超差處理,故障診斷等功能。同時(shí),由于在程序中加入了對(duì)生產(chǎn)狀況的預(yù)測(cè)控制和累計(jì)誤差補(bǔ)償?shù)人惴ǎ沟梅鬯⑹嗌皾{的生產(chǎn)控制精度和穩(wěn)定性大大提高。SIWAREX系統(tǒng)在粉刷石膏砂漿生產(chǎn)中的工藝控制過程如圖1所示。
結(jié)語: 粉刷石膏砂漿配料系統(tǒng)選用西門子S7—300系列PLC與電子稱量系統(tǒng)SIWAREX以及DIGITAL觸摸屏,生產(chǎn)中操作方便、精度高、安全可靠、生產(chǎn)效率高。另外,由于具有良好的人機(jī)交互界面,使得操作工幾乎不用培訓(xùn)即可勝任生產(chǎn)崗位,大大減少了企業(yè)的人員培訓(xùn)時(shí)間和費(fèi)用。運(yùn)行半年來,取得了令人滿意的效果。