

- 西門子6DD
- 西門子SIMATIC TDC
- 西門子伺服備件
- 西門子變頻器
- 西門子電源
- 西門子交換機(jī)
- 西門子電機(jī)
- 西門子PLC
- 西門子儀器儀表
- 西門子冷卻風(fēng)機(jī)
- 西門子停產(chǎn)備件
- 西門子低壓軟啟3RW40
- MDEXX(美德克斯)
- 西門子羅賓康變頻器
- 變頻器配件
- 西門子6GT識(shí)別系統(tǒng)
- 奧鋼聯(lián)冶金備件
- 西門子PCS7過程控制系統(tǒng)
- 伺服數(shù)控型S7-300
- 德國AK產(chǎn)品
- 德國TWK
- 德國派克PARKER
- 海德漢
- 西門子S7-200 SMART
- 利德華福變頻器功率單元
- 西門子硬件狗
- 西門子保護(hù)

- 電話: 010-64734946 64734947 64738638
- 傳真: 010-64738090
當(dāng)前位置:首頁 >> 公司新聞
Sinamics S120 AC/AC 型驅(qū)動(dòng)器在瓦楞紙生產(chǎn)線的應(yīng)用
信息來源: 發(fā)布時(shí)間:2011-12-30 11:02:18 點(diǎn)擊次數(shù):0
我國是制造業(yè)大國,而包裝工業(yè)也隨著工業(yè)品的制造而迅猛發(fā)展。目前中國生產(chǎn)的瓦楞紙包裝制品、復(fù)合軟包裝、金屬桶、集裝箱、塑料編織袋等主要產(chǎn)量已居世界前列。中國包裝工業(yè)已經(jīng)基本形成了一個(gè)以紙、塑料、金屬、玻璃、印刷、機(jī)械為主要構(gòu)成,擁有一定現(xiàn)代化技術(shù)裝備、門類比較齊全的工業(yè)體系。
在包裝工業(yè)中,瓦楞紙的應(yīng)用非常廣泛,幾乎所有的輕工業(yè)產(chǎn)品都會(huì)用到瓦楞紙板箱進(jìn)行包裝,比如食品、飲料、煙草、電子產(chǎn)品及電器等。而橫切機(jī)是瓦楞紙板生產(chǎn)線末端的一個(gè)非常重要的環(huán)節(jié),也是制造包裝盒之前的最后一個(gè)環(huán)節(jié)。因此,橫切機(jī)的性能是影響產(chǎn)品質(zhì)量和產(chǎn)量的一個(gè)重要因素。同時(shí),橫切機(jī)也是瓦楞紙板生產(chǎn)線中自動(dòng)化程度較高的環(huán)節(jié)之一。
出于對(duì)車速、廢品率和換單靈活性的要求,目前電腦橫切機(jī)得到了越來越廣泛的推廣。根據(jù)控制系統(tǒng)的不同,電腦橫切機(jī)有兩大類:
第一類是采用單片機(jī)和普通變頻器進(jìn)行控制。在單片機(jī)中進(jìn)行位置閉環(huán),然后將速度指令發(fā)送給變頻器,從而驅(qū)動(dòng)馬達(dá)與紙板的進(jìn)給進(jìn)行跟隨。其優(yōu)點(diǎn)是成本低,但由于單片機(jī)對(duì)位置閉環(huán)控制的掃描周期較長,導(dǎo)致高速下的速度給定精度較低;同時(shí)普通變頻器的跟隨特性較差,無法完全跟隨給定,從而進(jìn)一步帶來誤差。
第二類是采用專業(yè)運(yùn)動(dòng)控制系統(tǒng)和伺服驅(qū)動(dòng)器進(jìn)行控制。位置閉環(huán)直接由運(yùn)動(dòng)控制系統(tǒng)來控制。毫秒甚至是微秒級(jí)的運(yùn)算周期可以保證高精度的位置給定;同時(shí)伺服系統(tǒng)出色的跟隨特性也能夠保證更高的精度。
將在本文中介紹的橫切方案,即是采用西門子運(yùn)動(dòng)控制系統(tǒng)及伺服驅(qū)動(dòng)器的第二類方案。
【機(jī)械結(jié)構(gòu)】
目前的瓦楞紙生產(chǎn)線中,橫切部分一般稱為橫切機(jī)臺(tái)。通常,橫切機(jī)臺(tái)只有一個(gè)刀輥馬達(dá),而沒有主動(dòng)進(jìn)給部分。即使有進(jìn)給馬達(dá),也不會(huì)采用伺服驅(qū)動(dòng),而是采用普通變頻器來驅(qū)動(dòng)。因此,瓦楞紙板的進(jìn)給量需要由測(cè)量輥檢測(cè)后傳送給運(yùn)動(dòng)控制系統(tǒng),通過同步或電子凸輪功能控制刀輥驅(qū)動(dòng)器。
【系統(tǒng)配置】
下圖為采用西門子運(yùn)動(dòng)控制系統(tǒng)Simotion D410 及伺服驅(qū)動(dòng)器Sinamics S120的系統(tǒng)配置圖。
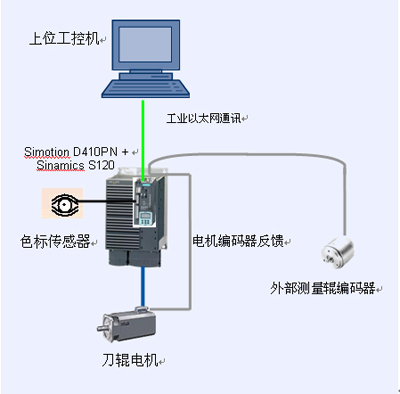
配置圖中共包含以下組件:
上位控制工控機(jī)作為人機(jī)界面,接收用戶的給定與設(shè)置,同時(shí)管理訂單,并與整線控制系統(tǒng)進(jìn)行通訊;
Simotion D410是西門子公司最新的單軸運(yùn)動(dòng)控制系統(tǒng),與上位工控機(jī)之間通過標(biāo)準(zhǔn)工業(yè)以太網(wǎng)(D410 PN型)進(jìn)行通訊:接收設(shè)置與訂單,并且實(shí)時(shí)將機(jī)器的狀態(tài),如車速、電機(jī)電流、電機(jī)溫度等信息傳送給工控機(jī)進(jìn)行處理或顯示;
伺服驅(qū)動(dòng)器Sinamics S120接收Simotion D410發(fā)出的位置指令,并且以125微秒為周期進(jìn)行刀輥位置采樣,并進(jìn)行位置閉環(huán)控制(當(dāng)激活了動(dòng)態(tài)伺服控制功能DSC時(shí)),驅(qū)動(dòng)刀輥馬達(dá)運(yùn)轉(zhuǎn);
外部編碼器安裝在測(cè)量輥上,用于檢測(cè)瓦楞紙板的進(jìn)給量,作為電子凸輪的主軸位置值;
當(dāng)需要對(duì)瓦楞紙進(jìn)行色標(biāo)跟隨橫切時(shí),可以將色標(biāo)傳感器連接到Simotion D上的快速輸入點(diǎn)上。而Simotion D可以通過編程實(shí)現(xiàn)色標(biāo)補(bǔ)償功能。
【性能指標(biāo)及亮點(diǎn)】
根據(jù)機(jī)械部分及電機(jī)功率的不同,目前配備該方案的橫切機(jī)可以達(dá)到下面的性能指標(biāo):
?
幅寬:1400 mm ~ 3300 mm ?
車速:120 m/min ~ 350 m/min ?
裁切長度:300 mm ~ ∞ ?
裁切精度:±1 mm
而該解決方案具有的性能亮點(diǎn)包括:
?
電子凸輪裁切; ?
五次多項(xiàng)式凸輪曲線,降低對(duì)機(jī)械系統(tǒng)的沖擊; ?
裁切時(shí)刀輥與材料同步,同步超速可調(diào); ?
切長不停機(jī)更改,并且立即生效; ?
根據(jù)需要可以進(jìn)行色標(biāo)跟蹤裁切。
在包裝工業(yè)中,瓦楞紙的應(yīng)用非常廣泛,幾乎所有的輕工業(yè)產(chǎn)品都會(huì)用到瓦楞紙板箱進(jìn)行包裝,比如食品、飲料、煙草、電子產(chǎn)品及電器等。而橫切機(jī)是瓦楞紙板生產(chǎn)線末端的一個(gè)非常重要的環(huán)節(jié),也是制造包裝盒之前的最后一個(gè)環(huán)節(jié)。因此,橫切機(jī)的性能是影響產(chǎn)品質(zhì)量和產(chǎn)量的一個(gè)重要因素。同時(shí),橫切機(jī)也是瓦楞紙板生產(chǎn)線中自動(dòng)化程度較高的環(huán)節(jié)之一。
出于對(duì)車速、廢品率和換單靈活性的要求,目前電腦橫切機(jī)得到了越來越廣泛的推廣。根據(jù)控制系統(tǒng)的不同,電腦橫切機(jī)有兩大類:
第一類是采用單片機(jī)和普通變頻器進(jìn)行控制。在單片機(jī)中進(jìn)行位置閉環(huán),然后將速度指令發(fā)送給變頻器,從而驅(qū)動(dòng)馬達(dá)與紙板的進(jìn)給進(jìn)行跟隨。其優(yōu)點(diǎn)是成本低,但由于單片機(jī)對(duì)位置閉環(huán)控制的掃描周期較長,導(dǎo)致高速下的速度給定精度較低;同時(shí)普通變頻器的跟隨特性較差,無法完全跟隨給定,從而進(jìn)一步帶來誤差。
第二類是采用專業(yè)運(yùn)動(dòng)控制系統(tǒng)和伺服驅(qū)動(dòng)器進(jìn)行控制。位置閉環(huán)直接由運(yùn)動(dòng)控制系統(tǒng)來控制。毫秒甚至是微秒級(jí)的運(yùn)算周期可以保證高精度的位置給定;同時(shí)伺服系統(tǒng)出色的跟隨特性也能夠保證更高的精度。
將在本文中介紹的橫切方案,即是采用西門子運(yùn)動(dòng)控制系統(tǒng)及伺服驅(qū)動(dòng)器的第二類方案。
【機(jī)械結(jié)構(gòu)】
目前的瓦楞紙生產(chǎn)線中,橫切部分一般稱為橫切機(jī)臺(tái)。通常,橫切機(jī)臺(tái)只有一個(gè)刀輥馬達(dá),而沒有主動(dòng)進(jìn)給部分。即使有進(jìn)給馬達(dá),也不會(huì)采用伺服驅(qū)動(dòng),而是采用普通變頻器來驅(qū)動(dòng)。因此,瓦楞紙板的進(jìn)給量需要由測(cè)量輥檢測(cè)后傳送給運(yùn)動(dòng)控制系統(tǒng),通過同步或電子凸輪功能控制刀輥驅(qū)動(dòng)器。
【系統(tǒng)配置】
下圖為采用西門子運(yùn)動(dòng)控制系統(tǒng)Simotion D410 及伺服驅(qū)動(dòng)器Sinamics S120的系統(tǒng)配置圖。
配置圖中共包含以下組件:
上位控制工控機(jī)作為人機(jī)界面,接收用戶的給定與設(shè)置,同時(shí)管理訂單,并與整線控制系統(tǒng)進(jìn)行通訊;
Simotion D410是西門子公司最新的單軸運(yùn)動(dòng)控制系統(tǒng),與上位工控機(jī)之間通過標(biāo)準(zhǔn)工業(yè)以太網(wǎng)(D410 PN型)進(jìn)行通訊:接收設(shè)置與訂單,并且實(shí)時(shí)將機(jī)器的狀態(tài),如車速、電機(jī)電流、電機(jī)溫度等信息傳送給工控機(jī)進(jìn)行處理或顯示;
伺服驅(qū)動(dòng)器Sinamics S120接收Simotion D410發(fā)出的位置指令,并且以125微秒為周期進(jìn)行刀輥位置采樣,并進(jìn)行位置閉環(huán)控制(當(dāng)激活了動(dòng)態(tài)伺服控制功能DSC時(shí)),驅(qū)動(dòng)刀輥馬達(dá)運(yùn)轉(zhuǎn);
外部編碼器安裝在測(cè)量輥上,用于檢測(cè)瓦楞紙板的進(jìn)給量,作為電子凸輪的主軸位置值;
當(dāng)需要對(duì)瓦楞紙進(jìn)行色標(biāo)跟隨橫切時(shí),可以將色標(biāo)傳感器連接到Simotion D上的快速輸入點(diǎn)上。而Simotion D可以通過編程實(shí)現(xiàn)色標(biāo)補(bǔ)償功能。
【性能指標(biāo)及亮點(diǎn)】
根據(jù)機(jī)械部分及電機(jī)功率的不同,目前配備該方案的橫切機(jī)可以達(dá)到下面的性能指標(biāo):
?
幅寬:1400 mm ~ 3300 mm ?
車速:120 m/min ~ 350 m/min ?
裁切長度:300 mm ~ ∞ ?
裁切精度:±1 mm
而該解決方案具有的性能亮點(diǎn)包括:
?
電子凸輪裁切; ?
五次多項(xiàng)式凸輪曲線,降低對(duì)機(jī)械系統(tǒng)的沖擊; ?
裁切時(shí)刀輥與材料同步,同步超速可調(diào); ?
切長不停機(jī)更改,并且立即生效; ?
根據(jù)需要可以進(jìn)行色標(biāo)跟蹤裁切。